


Envase y embalaje
La implementación de controles de calidad en la producción de envases de plástico, vidrio y metal con visión artificial proporciona beneficios significativos en la producción y ayuda a mantener estándares de calidad cumpliendo con las regulaciones y requisitos de la industria.

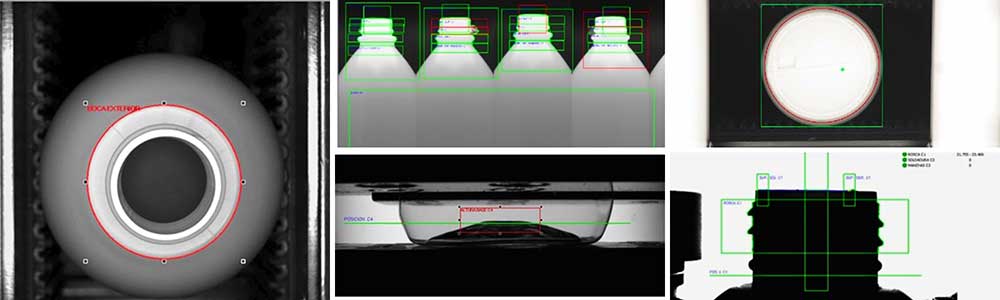
CONTROL EN ENVASES SOPLADOS
Cuello y boca:
- Rosca del cuello: Se verifica que la rosca del cuello esté bien formada y sin deformaciones que puedan afectar la tapa o el cierre.
- Diámetro del cuello: Se mide para asegurar de que se ajuste correctamente a la maquinaria de llenado y cierre.
- Borde de la boca: Se verifica que esté libre de astillas o irregularidades.
Cuerpo:
- Presencia de impurezas o inclusiones: Se busca cualquier tipo de material extraño o contaminante en el envase.
- Superficie: Se inspecciona en busca de rasguños, burbujas, manchas u otros defectos superficiales.
- Transparencia y claridad: Se inspecciona visualmente para asegurarse de que el material no presenta impurezas o turbidez que puedan afectar la estética o la calidad del envase
- TPosición del punto de inyección (centro).
Integridad y Resistencia:
- Detección de grietas o fracturas: Se inspecciona para asegurarse de que no haya grietas o fracturas que puedan comprometer la integridad estructural de la botella.
CONTROL EN INYECCIÓN DE ENVASES: Preformas y tapones
Control de Preformas
Nuestro sistema de inspección está integrado en la máquina de inyección para la detección inmediata de defectos de color, dando una señal de parada de máquina para un número consecutivo de errores configurable por el cliente (normalmente 3).
Podemos monitorear cualquier tipo de preforma según a su color:
- Coloreado pero transparente a simple vista.
- Opacos: que no dejan pasar la luz natural.

Tapones de plástico
Realizamos la inspección con un sistema multicámara que captura simultáneamente la imagen completa del tapón y realiza su inspección en tiempo real., realizando los siguientes controles de calidad:
- Ovalados.
- Excesos.
- Lectura de cavidad.
- Rebaba altura.
- Puntos negros.
- Rebaba Coquilla.
- Rebaba Sobrero.

CONTROL EN ENVASES DE VIDRIO
Control en ampollas y viales pharma:
Control dimensional
- En ampollas se realiza una inspección en función de los parámetros de medida en boca, espiga,bulbo,cuello y cuerpo de la ampolla.
- En viales medimos el diámetro y altura de la cabeza, cuello y cuerpo. Ängulos del hombro y de la cabeza del mismo.
- En los viales con rosca medimos:
- Profundidad y ángulos de la rosca, inicio y altura de la misma
- Diámetro interno, diámetro y altura de la cabeza, cuello y cuerpo.
- Angulos del hombre y de la cabeza.
Control cosmético
-
- En ampollas se realiza una inspección de los defectos encontrados en el tubo de vidrio en el conformado de la ampolla.
- En el postformado del vial inspeccionamos defectos como boca rota, deformación y defectos de pelo en el cuerpo del vial.</li<

CONTROL DE ESTAMPACIÓN EN ENVASES METÁLICOS
Control dimensional y cosmético
Nuestro sistema realiza una inspección para controlar golpes o deformaciones en la boca de las latas a la salida del despaletizador para evitar problemas en la cerradora. En el proceso de fabricación de envases para el sector alimentario realizamos un control dimensional y cosmético, para detectar deformaciones en el contorno que puedan influir en la protección de los alimentos, así como el control de poros en dichos envases
Control de litografía en envase metálico
Nuestro sistema contribuye a garantizar la consistencia y calidad de los detalles impresos, reduciendo la posibilidad de envases defectuosos con el uso de técnicas de reconocimiento de patrones y procesamiento de imágenes para identificar características específicas de la litografía, como texto, logotipos o patrones visuales.

Contáctenos
de 9 a 17:30 h.

